- nr. 8, zaolin road,
longxiang gate,
tongxiang,zhejiang, Kina - +86 573 89381086[email protected]
- NedlastingerPDF-brosjyrer
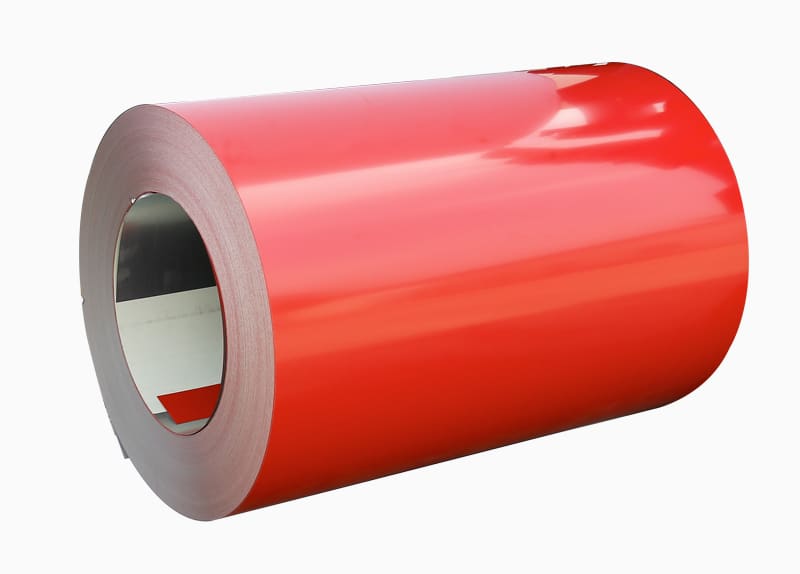
Fargebelagte stålspiraler – også ofte referert til som pre-malte stålcoils, PPGI (pre-painted galvanized iron) coils, eller fargebelagt valset stål – er stålcoils som har blitt behandlet gjennom en kontinuerlig coil coil-linje hvor en eller begge overflater rengjøres, kjemisk behandles, grunnes og etterbehandles med ett eller flere lag med organisk coil før de blir gjenopprettet. Prosessen produserer et konsistent, fabrikkkontrollert belegg som er langt mer jevnt og holdbart enn maling etter fabrikasjon som påføres kuttede eller formede deler.
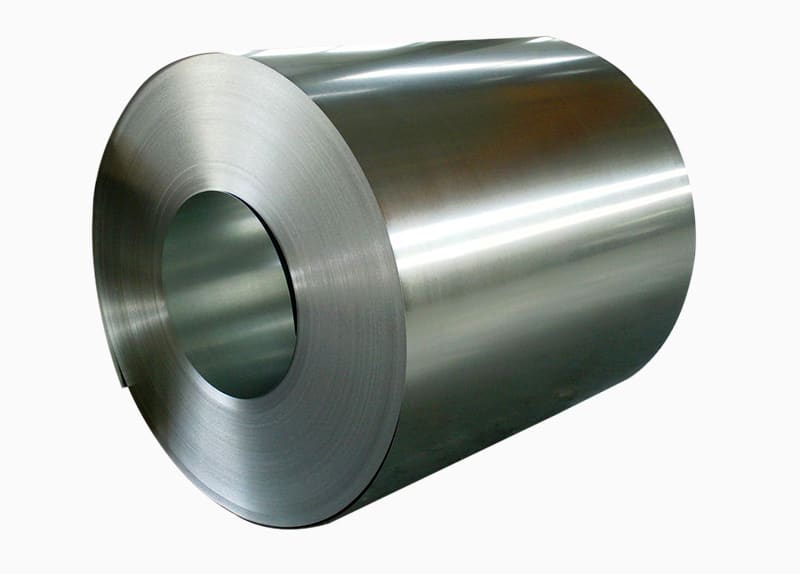
Grunnsubstratet som brukes til fargebelagte stålspoler kan variere betydelig avhengig av tiltenkt bruk. Det vanligste underlaget er varmgalvanisert stål (GI), som gir sinkbasert korrosjonsbeskyttelse under det organiske belegget. Andre underlag inkluderer galvalume (aluminium-sinklegeringsbelagt stål, også kjent som AZ eller Zincalume), elektrogalvanisert stål, kaldvalset stål (CR), og tidvis varmvalset syltet og oljet (HRPO) stål for industriell bruk med tyngre gauge. Kombinasjonen av metallisk belegg og organisk toppstrøk gir fargebelagte stålspoleprodukter et flerlags forsvar mot korrosjon, UV-nedbrytning og mekanisk skade.
Spolebeleggingsprosessen - noen ganger kalt den kontinuerlige coil-beleggingslinjen eller CCL-prosessen - er en svært automatisert, høyhastighets produksjonsoperasjon som påfører belegg på stålbånd med linjehastigheter som vanligvis varierer fra 60 til 150 meter per minutt. Å forstå produksjonstrinnene hjelper kjøpere med å vurdere kvalitetskrav og forstå hvorfor spiralbelagte produkter oppfører seg annerledes enn konvensjonelt malt stål.
Stålbåndet går først gjennom en rekke rengjøringstrinn som fjerner rullende oljer, overflateoksider og forurensninger ved hjelp av alkaliske rengjøringsmidler og vannskylling. Dette etterfølges av et kjemisk forbehandlingstrinn - typisk et kromatfritt, kromatfritt (zirkonium- eller titanbasert) eller jernfosfatkonverteringsbelegg - som skaper en kjemisk aktiv overflate som fremmer vedheft av primerlaget og gir ekstra barrierebeskyttelse mot korrosjon under film. Valget av forbehandlingskjemi har blitt stadig viktigere ettersom regulatorisk press presser industrien mot kromatfrie systemer.
Etter forbehandling påføres et primerstrøk med rollercoater på en eller begge sider av remsen. Primeren - typisk en epoksy-, polyuretan- eller polyesterbasert formulering - fungerer som vedheftslaget mellom forbehandlingen og toppbelegget, og inneholder ofte korrosjonshemmende pigmenter som strontiumkromat eller sinkfosfat. Den grunnede strimmelen føres deretter gjennom en herdeovn hvor den varmes opp til en maksimal metalltemperatur (PMT) på omtrent 200–240 °C for termisk herding. Typisk primer tørrfilmtykkelse varierer fra 5 til 8 mikron.
Topplakken påføres over den herdede primeren av en andre valsebeleggerstasjon. Dette er laget som gir fargen, glansen og overflateytelsen til den ferdigmalte stålspolen. Etter påføring passerer strimmelen gjennom en andre herdeovn - igjen til en PMT på typisk 220–250 °C avhengig av harpikssystemet - og bråkjøles deretter med vann for raskt å avkjøle den belagte strimmelen før den rulles opp igjen. Et bakstrøk påføres ofte på baksiden under primer- eller toppstrøkstadiet for å gi korrosjonsbeskyttelse og formbarhet på den ikke-synlige overflaten.
Topcoat-harpikssystemet er den viktigste enkeltfaktoren for værytelsen, fleksibiliteten, kjemisk motstandsdyktighet og levetiden til et fargebelagt stålprodukt. Ulike harpikskjemier tilbyr distinkte ytelsesprofiler som er egnet for forskjellige sluttbruk og eksponeringsforhold.
Standard polyester er den mest brukte topplakkharpiksen i den fargebelagte stålspiralindustrien på grunn av dens lave kostnader, utmerkede bearbeidbarhet, gode fargespekter og tilstrekkelig ytelse for interiør og lette eksteriørapplikasjoner. Typisk tørrfilmtykkelse er 15–25 mikron. Standard PE-belegg har begrenset UV-motstand og anbefales generelt ikke for utvendige arkitektoniske applikasjoner med designlevetid på over 10 år i tøffe miljøer. De brukes oftest til innvendig taktekking, generell industriell kledning, apparatpaneler og hyller.
Silisiummodifisert polyesterbelegg inneholder silikonharpiks i polyesterryggraden, noe som forbedrer UV-motstanden og varmebestandigheten betydelig sammenlignet med standard PE. SMP-belegg er mye brukt til utvendig taktekking og kledningsapplikasjoner i moderat klima, og tilbyr designlevetid typisk vurdert til 15–20 år for fargebevaring og krittbestandighet. Filmtykkelse er lik standard PE ved 20–25 mikron. SMP gir en god balanse mellom ytelse og kostnader for vanlige konstruksjonsapplikasjoner.
HDP-harpikser er formulert med polyesterryggrad med høyere molekylvekt og optimaliserte UV-stabilisatorpakker for å levere forbedret værytelse i forhold til standard PE uten full kostnadspremie til PVDF. HDP-belegg spesifiseres i økende grad som et kostnadseffektivt alternativ i mellomklassen for utvendige applikasjoner der SMP-ytelsen er grenseoverskridende, men full PVDF-spesifikasjon ikke er kommersielt begrunnet. Typiske levetidskrav er 20–25 år for krittmotstand i moderat klima.
PVDF-baserte belegg – selges under varenavn som Kynar 500 og Hylar 5000 – representerer førsteklasses nivå av fargebelagte stålcoil topplakker og er referansen for arkitektoniske bruksområder med lang levetid. Fluorpolymer-ryggraden gir eksepsjonell motstand mot UV-stråling, kritting, blekne farger, kjemisk angrep og smussretensjon. Standardformuleringer inneholder 70 % PVDF-harpiks og 30 % akryl. Filmtykkelse er typisk 25–27 mikron for et standard to-lags system. PVDF-belagte stålspoler er spesifisert for avansert arkitektonisk takbelegg, gardinvegger og fasadekledning der garantiperioder på 30–40 år kreves. Fluoroetylenvinyleter (FEVE) harpikser tilbyr sammenlignbare ytelser og vinner markedsandeler innen løsemiddelbaserte arkitektoniske belegg.
Plastisol-belegg er tykke, PVC-baserte belegg som påføres i tørrfilmtykkelser på 100–200 mikron, og produserer en svært teksturert overflate med utmerket ripebestandighet, formbarhet og akustiske dempende egenskaper. De er vanligvis spesifisert for takplater, veggkledning og landbruksbygg i nordeuropeiske markeder. Plastisols hovedbegrensninger er relativt dårlig UV-motstand sammenlignet med PVDF og en tendens til kritt i høy-UV-miljøer, selv om UV-stabiliserte varianter har betydelig forbedret utendørs holdbarhet.
Fargebelagte stålspoler produseres og omsettes i henhold til en rekke nasjonale og internasjonale standarder som definerer underlagskvalitet, beleggsvekt, mekaniske egenskaper og overflatekvalitet. Kjennskap til de viktigste standardene forhindrer spesifikasjonsfeil og misforståelser i forsyningskjeden.
| Standard | Region | Omfang |
| EN 10169 | Europa | Kontinuerlig organisk belagt flate stålprodukter — krav og testing |
| ASTM A755 | USA | Stålplate, metallisk belagt ved varmdypningsprosessen og forhåndsmalt ved coil-beleggingsprosessen |
| JIS G3312 | Japan | Formalte varmsinkbelagte og sinkjernlegeringsbelagte stålplater og spoler |
| GB/T 12754 | Kina | Fargebelagte stålplater og bånd — nasjonal standard som dekker PPGI- og PPGL-produkter |
| AS 1397 | Australia/NZ | Stålplate og bånd – varmsinkbelagt eller aluminium/sinkbelagt, relevant for Colorbond og lignende PPGL-produkter |
Ved innkjøp av fargebelagte stålspoler internasjonalt - spesielt fra kinesiske eller sørøstasiatiske fabrikker - er det viktig å bekrefte hvilken standard produktet er produsert etter, da mekaniske egenskaper, vekter av sinkbelegg og toleranser for filmtykkelse varierer betydelig mellom standarder. Be alltid om mølletestsertifikater (MTC-er) som eksplisitt refererer til gjeldende standard og inkluderer målte verdier for sinkbeleggsvekt, tørrfilmtykkelse, glansnivå og T-bend testresultater.

Å kjøpe fargebelagte rullede stålspoler uten nøye gjennomgang av den tekniske spesifikasjonen er en av de vanligste kildene til ytelsesproblemer og garantitvister i konstruksjon og produksjon. Her er de kritiske parameterne for å spesifisere og verifisere:
Fargebelagte stålspoler er et av de mest allsidige konstruksjons- og industrimaterialene som er tilgjengelige, og betjener et bemerkelsesverdig utvalg av sluttmarkeder. Å forstå hvor og hvordan de brukes hjelper kjøpere å tilpasse produktspesifikasjonene til de faktiske tjenestekravene.
Anlegg er den klart største sluttbrukssektoren for fargebelagte stålspoler globalt, og forbruker anslagsvis 60–70 % av den totale produksjonen. Bruksområder inkluderer profilerte takplater, veggkledningspaneler, taksystemer med stående sømmer, sandwichpaneler i kompositt, regnskjermfasader, takrenner og regnvannssystemer, og stålrammekomponenter. For taktekking og kledning foretrekkes galvalume-baserte PPGL (pre-malte galvalume) underlag med SMP eller PVDF toppstrøk i økende grad fremfor galvanisert PPGI på grunn av den overlegne korrosjonsmotstanden til aluminium-sinklegeringsbelegget.
Kjøleskap, vaskemaskiner, klimaanlegg, mikrobølgeovner og oppvaskmaskiner bruker alle fargebelagte stålpaneler for utvendige og innvendige komponenter. Forhåndsmalt stålspiral av apparatkvalitet krever utmerket ripebestandighet, kjemisk motstandsdyktighet mot vaske- og rengjøringsprodukter, glatt overflateutseende og konsistent farge over store produksjonsvolumer. Polyester- og polyuretanbaserte belegg er mest brukt, ofte med spesielle anti-fingeravtrykk eller antibakterielle overflatebehandlinger for synlige paneler.
Lastebiltilhengere, jernbanevogner, busskarosseripaneler, containerdører og containerforinger er laget av fargebelagte stålspoler. Disse applikasjonene krever høy slagfasthet, god formbarhet for komplekse panelformer og holdbarhet under gjentatt mekanisk påkjenning og væreksponering. Tykke plastisol- eller høybyggende polyesterbelegg er ofte spesifisert i denne sektoren for deres overlegne spon- og slitebestandighet.
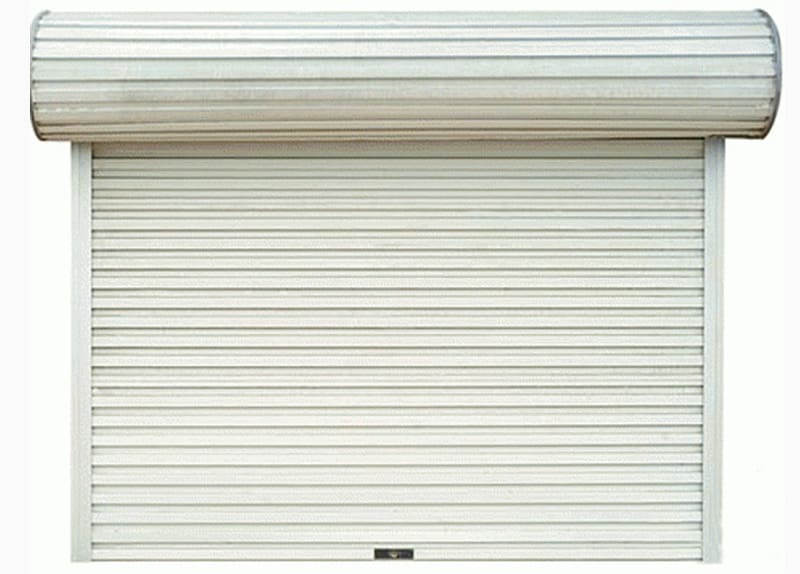
Oppbevaringsreoler i stål, hyllesystemer, skappaneler, kontormøbler, garasjeporter og industrielle kabinetter er produsert av fargebelagt stålspole i store volumer. I disse bruksområdene er kostnadseffektivitet en primær drivkraft, og standard polyesterbelegg på Z100–Z140 galvanisert underlag er vanligvis tilstrekkelig. Fargekonsistens og overflatekvalitet er viktig der ferdige produkter vil være synlige i butikk- eller kontormiljøer.
De to dominerende substrattypene for fargebelagte stålspoler - PPGI (formalt galvanisert jern, sinkbelagt) og PPGL (formalt galvalume, aluminium-sinkbelagt) - blir ofte forvekslet eller brukt om hverandre av kjøpere, men de har meningsfullt forskjellige ytelsesprofiler som bør drive valg av underlag.
| Eiendom | PPGI (galvanisert) | PPGL (Galvalume / AZ) |
| Metallisk beleggsammensetning | Ren sink (99 % Zn) | 55 % Al, 43,5 % Zn, 1,5 % Si |
| Korrosjonsbestandighet på flat overflate | Bra | Utmerket (2–4× bedre enn GI) |
| Nyskapende korrosjonsbestandighet | Utmerket (offersinkbeskyttelse) | Moderat (mindre oppofrende handling) |
| Varmebestandighet | Moderat (sink smelter ved 420 °C) | Bra (Al content raises resistance) |
| Formbarhet | Veldig bra | Bra (slightly less ductile) |
| Relativ kostnad | Lavere | Litt høyere |
| Passer best for | Hvitevarer, generell konstruksjon, innvendig bruk | Lang levetid taktekking, kystnære og aggressive miljøer |
For de fleste utvendige tak- og kledningsapplikasjoner med lang levetid - spesielt i kyst-, industri- eller tropiske miljøer - er PPGL det foretrukne substratet på grunn av dets betydelig bedre generelle korrosjonsmotstand. Der profilerte plater kuttes i lengde på stedet og kantbeskyttelse er en primær bekymring, gir PPGIs offersinkvirkning en fordel. I mange markeder tilbys begge substrattypene i samme beleggsystem og fargeområde, så valget er en enkel ytelse-mot-kostnadsbeslutning basert på det spesifikke eksponeringsmiljøet.
Ferdigmalte stålspiraler er utsatt for flere former for skade under lagring og håndtering som er fullstendig forhindret med riktige prosedyrer. Skader pådratt på dette stadiet er ofte irreversible og resulterer i kostbart materialeavvisning eller redusert serviceytelse.
Med høy anti-rust ytelse er de populære brukt i konstruks...
PPGI / PPGL COIL fullt navn er ferdigmalt galvanisert / g...
Havn: Zhejiang, Kina Fordeler med vår ferdigmalte galv...

ANVENDELSE AV PPGI Konstruksjon: Utenfor: Verksted, la...




