- nr. 8, zaolin road,
longxiang gate,
tongxiang,zhejiang, Kina - +86 573 89381086[email protected]
- NedlastingerPDF-brosjyrer
Varmvalsede stålspoler er en av de mest brukte formene for stål i moderne produksjon og konstruksjon. Disse store rullene med stålplater produseres gjennom en høytemperaturvalseprosess som skaper et allsidig materiale som passer for alt fra bygningskonstruksjoner til bilrammer. Hvis du jobber med konstruksjon, produksjon eller metallproduksjon, kan forståelse av varmvalsede stålspoler hjelpe deg med å gjøre bedre materialvalg, kontrollere kostnadene og oppnå overlegne resultater i prosjektene dine.
Varmvalsede stålspoler er laget gjennom en produksjonsprosess som forvandler råstål til flate, fleksible plater viklet til massive spoler. Betegnelsen "varmvalset" refererer til temperaturen som stålet behandles ved - over rekrystalliseringstemperaturen, vanligvis over 1700 ° F. Denne høyvarmebehandlingen er det som gir varmvalset stål dets karakteristiske egenskaper og skiller det fra kaldvalsede alternativer.
Produksjonsreisen begynner ved stålverket hvor råmaterialer, inkludert jernmalm, kull og kalkstein, smeltes sammen i masovner for å lage smeltet stål. Dette flytende metallet støpes deretter inn i store rektangulære plater kalt blooms eller billets. Disse halvfabrikatene kan veie flere tonn og tjene som utgangspunkt for varmvalseprosessen.
Når platene er dannet, varmes de opp igjen i spesialiserte ovner til temperaturer over 2000°F til de lyser oransje eller gult. Denne ekstreme varmen gjør stålet formbart og klart for rulling. De oppvarmede platene passerer deretter gjennom en serie massive valseverk som gradvis reduserer tykkelsen mens de øker lengden. Tenk på det som å kjevle ut deig - hver passasje gjennom valsene gjør stålet tynnere og lengre.
Når stålet passerer gjennom flere rullende stativer, klemmer høytrykksvalser og former det til stadig tynnere ark. Antall passeringer og trykket som påføres bestemmer den endelige tykkelsen på spolen. Moderne fabrikker bruker datastyrte kontroller for å opprettholde nøyaktige tykkelsestoleranser gjennom hele lengden av spolen, som kan strekke seg hundrevis av fot.
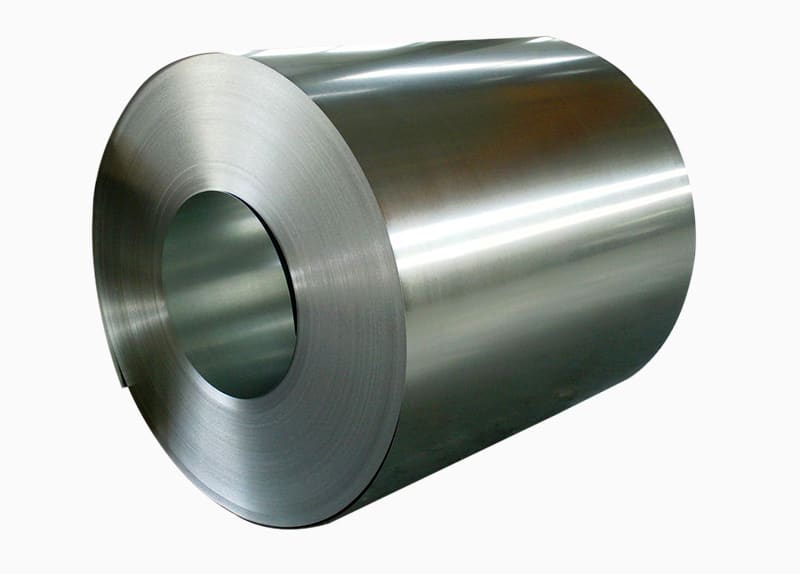
Etter å ha oppnådd ønsket tykkelse, går den varme stålplaten gjennom kjølesenger eller vannsprayer for å få ned temperaturen på en kontrollert måte. Denne kjøleprosessen påvirker stålets endelige mekaniske egenskaper og kornstruktur. Til slutt vikles det avkjølte stålet til tette kveiler ved hjelp av spesialisert kveilutstyr. Disse ferdige spolene kan veie alt fra 10 til 30 tonn og måle 3 til 6 fot i bredden, klare for frakt til produsenter og produsenter over hele verden.
Varmvalsede stålspoler har distinkte fysiske og mekaniske egenskaper som er et resultat av deres høytemperaturbehandling. Å forstå disse egenskapene hjelper deg med å avgjøre når varmvalset stål er det riktige valget for din applikasjon.
Overflaten til varmvalset stål er en av dets mest gjenkjennelige egenskaper. Fordi stålet behandles ved høye temperaturer, dannes et lag med jernoksidbelegg på overflaten under avkjøling. Denne skalaen gir varmvalset stål dets karakteristiske grove, litt groperte utseende og mørkegrå farge. Mens noen applikasjoner krever fjerning av denne skalaen gjennom beising eller kuleblåsing, omfatter mange bruksområder denne industrielle finishen som den er.
Dimensjonstoleranser i varmvalset stål er generelt løsere enn kaldvalsede alternativer. Høytemperaturbehandlingen gjør det utfordrende å opprettholde ekstremt stramme spesifikasjoner for tykkelse og bredde. Typiske tykkelsestoleranser varierer fra ±0,030 til ±0,060 tommer avhengig av materialtykkelse og kvalitet. For applikasjoner som krever nøyaktige dimensjoner, kan kaldvalset stål eller ytterligere bearbeiding være nødvendig.
De mekaniske egenskapene til varmvalset stål inkluderer god duktilitet og formbarhet, noe som gjør det egnet for bøying, stempling og andre fabrikasjonsprosesser. Materialet utviser moderat strekkstyrke som typisk varierer fra 400 til 550 MPa avhengig av den spesifikke karakteren. Flytestyrken varierer på samme måte basert på sammensetning og prosessparametere. Disse egenskapene gjør varmvalsede coils ideelle for strukturelle applikasjoner der høy styrke kombinert med bearbeidbarhet er avgjørende.
Innvendige påkjenninger er minimale i varmvalset stål fordi materialet avkjøles naturlig etter bearbeiding uten ytterligere kaldbearbeiding. Denne spenningsfrie tilstanden gjør varmvalset stål mindre utsatt for vridning eller tilbakefjæring under fabrikasjon, noe som er en betydelig fordel ved forming av store deler eller komplekse former.
Varmvalsede stålspoler er tilgjengelige i en rekke kvaliteter og spesifikasjoner designet for ulike bruksområder og ytelseskrav. Å velge riktig karakter sikrer at prosjektet oppfyller strukturelle, formbarhets- og kostnadsmål.
| Karakterbetegnelse | Primære kjennetegn | Typiske applikasjoner |
| A36 | Generelt konstruksjonsstål, god sveisbarhet, 36 ksi utbytte | Bygninger, broer, generell fabrikasjon |
| ASTM A1011 | Varmvalsede karbonstålplater, ulike styrkenivåer | Bildeler, apparater, metallbygninger |
| HSLA (A572) | Høystyrke lavlegert, 50-65 ksi utbytte, forbedret seighet | Tungt utstyr, trykkbeholdere, konstruksjonsstøtter |
| SS klasse 40 | Strukturell kvalitet, minimum 40 ksi utbytte, økonomiklasse | Innramming, ikke-kritiske strukturelle komponenter |
| CS Type B | Kommersiell kvalitet, moderat formbarhet | Hyller, kabinetter, lette bruksområder |
| DDS (tegnekvalitet) | Utmerket formbarhet for dyptrekkingsoperasjoner | Bilkarosseripaneler, komplekse utformede deler |
Utover disse standardkvalitetene, tjener spesialiserte varmvalsede coils spesifikke industribehov. Forvitringsstålkvaliteter som A588 utvikler en beskyttende rustpatina som eliminerer behovet for maling i utendørs bruk. Slitasjebestandige kvaliteter som AR400 eller AR500 gir eksepsjonell hardhet for applikasjoner som dumpers eller gruveutstyr hvor slitestyrke er kritisk.
Tykkelsesområder for varmvalsede spoler spenner vanligvis fra 0,050 tommer (1,27 mm) opp til 0,500 tommer (12,7 mm) eller mer, selv om det vanligste området faller mellom 0,075 og 0,250 tommer. Tynnere målere gir bedre formbarhet mens tykkere materialer gir større strukturell kapasitet. Bredden varierer fra 24 tommer til over 72 tommer, med 48 og 60 tommer som standardstørrelser som minimerer avfall i mange applikasjoner.
Valget mellom varmvalsede og kaldvalsede stålspoler representerer en av de mest grunnleggende avgjørelsene i metallvalg. Hver prosesseringsmetode skaper distinkte egenskaper som passer til forskjellige bruksområder, og å forstå disse forskjellene forhindrer kostbare feil i materialspesifikasjonen.
Temperatur under behandling er den primære forskjellen. Varmvalset stål formes ved temperaturer over 1700°F mens materialet forblir i en myknet tilstand. Kaldtvalset stål, omvendt, behandles ved romtemperatur etter å ha startet med varmvalsede spoler. Denne kaldbearbeidingen herder stålet gjennom strekkherding og muliggjør tettere dimensjonskontroll.
Kvaliteten på overflaten er dramatisk forskjellig mellom de to. Varmvalset stål har den grove, skalerte overflaten skapt av høytemperaturoksidasjon. Kaldtvalset stål har en jevn, ren finish med et lyst utseende fordi belegget fjernes under bearbeiding og materialet gjennomgår ytterligere etterbehandlingstrinn. Hvis applikasjonen din krever maling, plettering eller et polert utseende, gir kaldvalset stål en bedre startoverflate.
Dimensjonell presisjon favoriserer sterkt kaldvalsede produkter. Romtemperaturbehandlingen lar produsenter holde mye strammere toleranser, med tykkelsesvariasjoner så små som ±0,005 tommer sammenlignet med ±0,030 tommer eller mer for varmvalset. Applikasjoner som krever presise tilpasninger, konsistente bøyeradier eller jevnt utseende drar nytte av kaldvalset ståls overlegne dimensjonskontroll.
Kostnadshensyn favoriserer generelt varmvalset stål fordi det krever færre prosesstrinn og mindre energi å produsere. Varmvalsede coils koster vanligvis 10-20 % mindre enn tilsvarende kaldvalset materiale. For store strukturelle prosjekter hvor overflatefinish og stramme toleranser ikke er kritiske, gir varmvalset stål betydelige kostnadsbesparelser uten å ofre ytelsen.
Styrke- og hardhetsegenskaper varierer på grunn av prosessmetodene. Kaldtvalset stål er hardere og sterkere enn varmvalset av samme kvalitet på grunn av arbeidsherding under kaldbearbeiding. Denne økte styrken kommer imidlertid med redusert duktilitet, noe som gjør kaldvalset stål mer utsatt for sprekker under alvorlige formingsoperasjoner. Varmvalset ståls kombinasjon av moderat styrke og utmerket duktilitet gjør det ideelt for applikasjoner som involverer betydelig forming eller bøyning.
Varmvalsede stålspiraler fungerer som essensielle råvarer i praktisk talt alle industrisektorer. Deres allsidighet, styrke og kostnadseffektivitet gjør dem uunnværlige for utallige bruksområder fra massive infrastrukturprosjekter til dagligdagse forbrukerprodukter.
Byggeindustrien representerer den største forbrukeren av varmvalsede stålspiraler. Konstruksjonsstål for bygninger, broer og infrastruktur er sterkt avhengig av varmvalsede produkter. Metallbyggprodusenter konverterer varmvalsede spoler til veggpaneler, takbelegg og strukturelle innrammingselementer. Materialets høye styrke-til-vekt-forhold gjør det mulig for ingeniører å designe effektive strukturer som minimerer materialbruk og samtidig oppfyller belastningskrav. Forsterkningsmaterialer, støttebjelker og fundamentkomponenter starter vanligvis som varmvalsede spoler.
Bilproduksjon bruker enorme mengder varmvalset stål til kjøretøyrammer, chassiskomponenter og strukturelle forsterkninger. Mens utvendige karosseripaneler vanligvis bruker kaldvalset eller belagt stål for overflatekvalitet, inneholder den underliggende strukturen til de fleste kjøretøy varmvalset stål for sin styrke og formbarhet. Lastebilrammer, tverrbjelker og fjæringskomponenter drar spesielt nytte av varmvalset ståls kombinasjon av seighet og kostnadseffektivitet.
Rør- og rørproduksjonen starter med varmvalsede spoler som spaltes i strimler og deretter formes til runde eller formede profiler. Både sveisede og sømløse rørproduksjonsprosesser bruker varmvalset stål som råmateriale. Olje- og gassrørledninger, strukturelle rør, mekaniske rør og utallige andre rørformede produkter sporer sin opprinnelse til varmvalset kveilstål.
Produsenter av tungt utstyr og maskiner er avhengige av varmvalset stål for alt fra bulldoserblader til landbruksredskapsrammer. Materialet tåler misbruk av jordflyttingsutstyr, gruvemaskiner og industrielt produksjonsutstyr. Slitasjebestandige varmvalsede kvaliteter utmerker seg spesielt i applikasjoner som involverer slag, slitasje eller tung belastning.
Mens varmvalsede stålspoler kan brukes i rullet tilstand for mange bruksområder, forbedrer ulike overflatebehandlinger ytelse, utseende eller korrosjonsbestandighet. Å forstå disse alternativene hjelper deg med å spesifisere riktig overflateforberedelse for dine spesifikke behov.
Beising fjerner mølleskalaen fra varmvalset stål gjennom et kjemisk bad, vanligvis ved bruk av saltsyre eller svovelsyre. Denne prosessen avslører rent stål under, og skaper en grå, matt overflate fri for oksidasjon. Etter beising får stålet et lett oljebelegg for å hindre rust under lagring og frakt. Syltet og oljet varmvalset stål, ofte kalt HRPO, gir en utmerket overflate for sveising, maling eller videre bearbeiding. Det koster litt mer enn standard varmvalset, men betydelig mindre enn kaldvalset stål samtidig som det tilbyr en renere startoverflate.
Varmvalsede spoler kan galvaniseres ved å dyppe dem i smeltet sink for å lage et beskyttende belegg. Dette galvaniserte varmvalsede stålet, ofte kalt galvannealed når det varmebehandles etter belegg, gir utmerket korrosjonsbestandighet for utendørs bruk. Sinkbelegget ofrer seg selv for å beskytte det underliggende stålet mot rust og oksidasjon. Galvaniserte varmvalsede spoler er populære for taktekking, ytterkledning, kanalsystemer og enhver bruk som er utsatt for vær eller fuktighet.
Mekanisk avkalking gjennom kuleblåsing bruker høyhastighets stål- eller keramiske partikler for å fysisk fjerne kvernbelegg og skape en strukturert overflateprofil. Denne behandlingen forbereder stålet for beleggingsapplikasjoner ved å gi en ru overflate som forbedrer malingens vedheft. Kuleblåsing er vanlig for konstruksjonsstål som skal males i felt eller for applikasjoner som krever spesifikke overflateruhetsparametere.
Mange produsenter påfører maling eller pulverlakk på varmvalsede ståldeler etter fabrikasjon. Riktig overflatebehandling inkludert rengjøring, avfetting og noen ganger påføring av konverteringsbelegg sikrer god malingsvedheft og langsiktig korrosjonsbeskyttelse. Pulverlakkering har blitt stadig mer populært for sin holdbarhet, miljømessige fordeler og brede fargevalg.
Å kjøpe varmvalsede stålspoler krever forståelse av markedsdynamikk, prismekanismer og praktisk logistikk som påvirker den totale anskaffelseskostnaden. Smarte innkjøpsstrategier kan generere betydelige besparelser samtidig som de sikrer materialtilgjengelighet når du trenger det.
Basemetallprisene svinger konstant basert på globalt tilbud og etterspørsel, råvarekostnader og økonomiske forhold. Stålprisene er vanligvis oppgitt per tonn eller per hundrevekt (cwt) og varierer etter region, fabrikk og gjeldende markedsforhold. Viktige faktorer som påvirker prisene inkluderer jernmalmkostnader, energipriser, skrapmetalltilgjengelighet og internasjonal handelspolitikk inkludert tariffer og kvoter.
Tillegg og tillegg legger til grunnprisen og kan påvirke totalkostnaden betydelig. Vanlige tilleggsavgifter inkluderer legeringstillegg for spesifikke kjemiske sammensetninger, størrelsestillegg for ikke-standard bredder eller tykkelser, kvantitetstillegg for små bestillinger og behandlingstillegg for spesielle overflatebehandlinger. Noen fabrikker bruker også drivstofftillegg, fraktkostnader eller andre avgifter som varierer med markedsforholdene. Be alltid om spesifiserte priser som deler ut disse komponentene, slik at du nøyaktig kan sammenligne tilbud.
Bestillingsmengde påvirker enhetsprisene dramatisk. Stålfabrikker foretrekker å produsere store serier med samme spesifikasjon for å maksimere effektiviteten, så små bestillinger har vanligvis premiumpriser. Brytpunktene varierer fra fabrikk til fabrikk, men bestillinger på 20-40 tonn eller mer kvalifiserer generelt for bedre pris enn mindre kvanta. Balanseer imidlertid volumrabatter mot lagerkostnader og ukuransrisiko – å kjøpe mer enn du kan bruke innen en rimelig tidsramme kan motvirke tilsynelatende besparelser.
Ledetidene varierer avhengig av om du bestiller direkte fra fabrikken eller fra et servicesenter. Mill-direkte bestillinger krever vanligvis 6-12 uker for produksjon og levering, mens servicesentre lager vanlige størrelser for umiddelbar tilgjengelighet. Servicesentre legger til påslag over fabrikkpriser, men tilbyr verdifulle tjenester, inkludert skjæring i lengde, skjæring og mindre minimumsmengder.
Kontrakt- kontra spotkjøpsstrategier gir fordeler. Langsiktige kontrakter låser priser for flere leveranser over måneder eller år, og beskytter mot prisstigninger, men potensielt mangler muligheter når prisene faller. Spotkjøp gir fleksibilitet til å tidsbestemme kjøp i gunstige markeder, men utsetter deg for prisvolatilitet. Mange selskaper bruker hybride tilnærminger, kontraherer for grunnleggende behov mens de kjøper spot for variabel etterspørsel.
Riktig lagring og håndtering av varmvalsede stålspoler beskytter investeringen din og sikrer at materialet forblir i god stand frem til bruk. Disse massive, tunge gjenstandene krever spesifikke forholdsregler for å forhindre skade, personskade og kvalitetsforringelse.
Oppbevaring av spole krever tilstrekkelig plass og riktige støttestrukturer. Oppbevar spoler stående på tre- eller metallsadler som fordeler vekten jevnt og forhindrer punktbelastning som kan deformere spolen. Stable aldri spoler horisontalt, da vekten kan føre til permanent knusing av indre omslag. Oppretthold minst 6 tommer klaring mellom bakken og spiralbunnen for å forhindre opphopning av fuktighet og rustdannelse. Innendørs oppbevaring er ideell, men hvis utendørs oppbevaring er nødvendig, dekk spoler med vanntette presenninger samtidig som luften sirkulerer for å forhindre kondens.
Miljøkontroll forhindrer korrosjon og kvalitetsproblemer. Varmvalset ståls nakne overflate er mottakelig for rust når den utsettes for fuktighet. Oppretthold lagringsområder med fuktighet under 50 % når det er mulig og sørg for god ventilasjon for å hindre kondens. Selv oljebelagte spoler kan utvikle rust hvis de lagres under fuktige forhold i lengre perioder. Noen operasjoner bruker avfuktere eller korrosjonshemmende tilsetningsstoffer i lagringsområder som håndterer kritiske materialer.
Trygge håndteringsprosedyrer er avgjørende gitt vekten og størrelsen på stålspoler. En typisk spole veier 15-30 tonn, og krever overheadkraner, spoleløftere eller spesialutstyr for bevegelse. Bruk aldri chokere eller stropper som kan skade spolekantene eller føre til at lasten forskyves uventet. Spolegripere eller C-kroker designet spesielt for coilhåndtering gir den sikreste løftemetoden. Sørg for at alt løfteutstyr er klassifisert for spolens vekt med tilstrekkelige sikkerhetsfaktorer.
Konvertering av varmvalsede stålspoler til ferdige produkter involverer ulike fabrikasjonsprosesser, hver med spesifikke hensyn for å oppnå optimale resultater. Å forstå hvordan varmvalset stål oppfører seg under ulike operasjoner hjelper deg med å planlegge effektiv produksjon og unngå vanlige problemer.
Slitting forvandler masterspoler til smalere bredder for spesifikke bruksområder. Høyhastighets slisselinjer bruker sirkulære kniver for å kutte spoler i lengderetningen mens materialet spoles tilbake til flere mindre spoler. Kantkvalitet avhenger av knivskarphet og riktig oppsett – sløve kniver skaper grader som krever sekundære avgradingsoperasjoner. Varmvalset ståls skala kan akselerere bladslitasje, så hyppige bladskift eller karbidverktøy kan være nødvendig for høyvolumsslissing.
Kutting til lengde konverterer spole til flate ark med spesifiserte dimensjoner. Kutt-til-lengde linjer ruller ut, flater og skjærer materialet til ark som stables for enkel håndtering og videre bearbeiding. Varmvalset ståls indre påkjenninger er minimale, så kuttede plater ligger vanligvis flatt uten overdreven krølling eller krølling. Imidlertid kan den grove overflaten være slipende for å mate ruller og utjevningsutstyr, og krever hyppigere vedlikehold enn kaldvalset behandling.
Formingsoperasjoner inkludert bøying, stempling og rulleforming fungerer godt med varmvalset stål takket være dets utmerkede duktilitet. Materialets mykhet sammenlignet med kaldvalset stål reduserer formingskrefter og verktøyslitasje. Imidlertid kan den grove overflaten påvirke utseendet på synlige områder og kan merke eller galledannende matriser. Tilbakefjæring er generelt mindre problematisk med varmvalset stål enn kaldvalset, noe som forenkler bøyningsvinkelberegninger.
Sveising av varmtvalset stål forløper jevnt med de fleste vanlige sveiseprosesser, inkludert MIG, TIG, stav og fluks-kjerne. Overflateskalaen bør fjernes fra sveiseområder gjennom sliping, stålbørsting eller beising for å sikre gode sveiser. Varmvalset ståls kjemiske sammensetning er vanligvis enkel uten høyt legeringsinnhold, noe som gjør det sveisevennlig med standardprosedyrer. Forvarming kan være nødvendig for tykke seksjoner eller høykarbonkvaliteter for å forhindre sprekkdannelse.
Maskineringsegenskapene til varmvalset stål faller mellom fribearbeidende kvaliteter og legeringer som er vanskelige å maskinere. Materialet kutter rimelig godt med hardmetall eller høyhastighets stålverktøy. Den grove overflaten og potensielle skala kan sløve skjæreverktøy raskere enn å bearbeide syltede eller kaldvalsede materialer. Forvent moderat verktøylevetid og planlegg verktøyendringer tilsvarende ved maskineringsoperasjoner med store volum.
Å sikre varmvalsede stålspoler oppfyller spesifikasjonene krever systematisk kvalitetskontroll gjennom hele produksjonen og ved mottak. Disse test- og inspeksjonsmetodene verifiserer materialegenskaper og identifiserer defekter før de forårsaker problemer ved fabrikasjon eller service.
Kjemisk sammensetningsanalyse bekrefter at stålet oppfyller spesifikasjonene for karboninnhold, mangan, svovel, fosfor og andre legeringselementer. Møller utfører vanligvis spektroskopiske analyser under produksjon og gir sertifiserte mølletestrapporter som dokumenterer sammensetningen. Når kritiske applikasjoner krever verifisering, bekrefter uavhengig laboratorietesting ved bruk av optisk emisjonsspektroskopi eller røntgenfluorescens.
Testing av mekaniske egenskaper evaluerer strekkstyrke, flytestyrke og forlengelse gjennom standardiserte prosedyrer. Testprøver kuttet fra spoleprøver gjennomgår strekktesting for å måle disse egenskapene. Resultatene må falle innenfor de angitte områdene for karakteren. Hardhetstesting ved bruk av Rockwell- eller Brinell-metoder gir en rask sjekk av relativ styrke og konsistens over en spole.
Dimensjonell inspeksjon bekrefter at tykkelse, bredde og flathet oppfyller toleranser. Tykkelsesmålere måler på flere punkter på tvers av bredden for å oppdage kroning eller kantfortynning. Breddemål bekrefter at spolen samsvarer med bestilte dimensjoner. Planhet kan vurderes visuelt eller med spesialutstyr når det er kritisk. Inspeksjon av kanttilstand sjekker for sprekker, sprekker eller for store bølger som kan forårsake behandlingsproblemer.
Overflatekvalitetsinspeksjon identifiserer defekter som kalktap, hull, riper eller rust som kan påvirke det ferdige produktet. Mens varmvalset stål i seg selv har en ru overflate, er overdrevne feil utover normal mølleskala uakseptable. Inspeksjon skjer vanligvis under avvikling eller første behandling når hele overflaten kan undersøkes. Alvorlige mangler kan medføre avvisning eller prisjustering.
Møllesertifiseringer og sporbarhetsdokumentasjon gir viktige kvalitetsdokumenter. Sertifiserte fabrikktestrapporter detaljerer kjemisk sammensetning, mekaniske egenskaper og testprosedyrer for hver spole eller produksjonslott. Vedlikehold av disse dokumentene støtter kvalitetssystemer, kundekrav og overholdelse av regelverk. Varmetall stemplet eller malt på spoler gjør det mulig å spore materiale tilbake til bestemte produksjonspartier hvis det oppstår problemer.
Varmvalsede stålspiraler deltar i et av de mest vellykkede resirkuleringsøkosystemene innen produksjon. Å forstå miljøaspektene ved stålproduksjon og resirkulering hjelper bedrifter med å nå bærekraftsmålene samtidig som kostnadene reduseres.
Stål er uendelig resirkulerbart uten kvalitetsforringelse, noe som betyr at skrapstål kan omsmeltes og omdannes til nye produkter på ubestemt tid. Omtrent 90 % av stålet som brukes i konstruksjon og bilapplikasjoner blir til slutt resirkulert i stedet for deponert. Denne eksepsjonelle gjenvinningsgraden gjør stål til et av de mest miljømessig ansvarlige konstruksjonsmaterialene som finnes.
Moderne stålverk bruker betydelig resirkulert innhold i produksjonen. Elektriske lysbueovnsfabrikker (EAF) kan produsere stål fra nesten 100 % skrapinnsats, mens integrerte møller som bruker masovner vanligvis inneholder 25-40 % skrap sammen med ny jernmalm. Dette resirkulerte innholdet reduserer energiforbruk, klimagassutslipp og naturressursutvinning sammenlignet med å produsere stål utelukkende fra råvarer.
Energieffektiviteten i varmvalsing har forbedret seg betydelig gjennom teknologiske fremskritt. Varmegjenvinningssystemer fanger opp spillvarme fra valse- og kjøleprosesser. Datastyrte operasjoner optimaliserer temperaturprofiler og rulleplaner for å minimere energibruken. Moderne fabrikker bruker omtrent 50 % mindre energi per tonn produsert stål sammenlignet med operasjoner fra flere tiår siden.
End-of-life planlegging bør vurdere hvordan varmvalsede stålprodukter vil bli resirkulert. Design for demonteringsprinsipper gjør det lettere å skille stålkomponenter fra andre materialer under riving eller skroting. Å unngå komposittmaterialer som er vanskelige å skille, øker gjenvinningsgraden. Valg av maling og belegg kan også påvirke resirkulerbarheten – noen belegg kompliserer resirkulering mens andre har minimal innvirkning.
Scrap management during fabrication recovers valuable material and reduces waste disposal costs. Avskårne deler, avviste deler og prosessskrap har alle verdi for skrothandlere. Å organisere skrap etter klasse og holde det fritt for forurensning maksimerer verdien. Mange produsenter genererer betydelige inntekter fra skrapsalg som kompenserer for råvarekostnadene.
Den varmvalsede stålindustrien fortsetter å utvikle seg gjennom teknologiske innovasjoner, endrede markedskrav og bærekraftsinitiativer. Å holde seg klar over disse trendene hjelper produsenter med å forutse endringer og utnytte nye muligheter.
Avanserte høyfaste stålkvaliteter (AHSS) utvides utover kaldvalsede applikasjoner til varmvalsede produkter. Disse spesialiserte stålene oppnår høyere styrke ved lavere vekt gjennom forsiktig legering og termisk behandling. Tredje generasjons AHSS kombinerer eksepsjonell styrke med forbedret formbarhet, noe som muliggjør lettere strukturer som opprettholder eller forbedrer sikkerhet og holdbarhet. Automotive- og konstruksjonsapplikasjoner spesifiserer i økende grad disse materialene for å møte vektreduksjon og ytelsesmål.
Digital transformasjon og Industry 4.0-teknologier revolusjonerer stålproduksjonen. Sanntidsovervåkingssystemer sporer alle aspekter av rullende operasjoner, noe som muliggjør umiddelbare justeringer for å opprettholde kvaliteten. Forutsigende vedlikeholdsalgoritmer forutser utstyrsfeil før de oppstår, noe som reduserer nedetiden. Kunstig intelligens optimerer rulleplaner, forutsier materialegenskaper og forbedrer utbytte. Disse teknologiene øker produktiviteten samtidig som de forbedrer produktkonsistensen.
Bærekraftsinitiativer driver frem endringer i stålproduksjonsprosesser og produkttilbud. Hydrogenbaserte direkte reduksjonsprosesser lover nesten null karbonstålproduksjon, selv om implementering i kommersiell skala fortsatt er år unna. Karbonfangst- og sekvestreringsteknologier kan muliggjøre fortsatt bruk av tradisjonelle masovner med drastisk reduserte utslipp. Mills tilbyr i økende grad produkter med sertifisert resirkulert innhold og karbonavtrykksdokumentasjon for å støtte kunderapportering om bærekraft.
Optimalisering av forsyningskjede gjennom forbedret logistikk og lagerstyring hjelper fabrikker og servicesentre med å reagere raskere på kundenes behov. Just-in-time leveringssystemer reduserer kundenes lagerbehov samtidig som de sikrer materialtilgjengelighet. Det dukker opp digitale markedsplasser som kobler kjøpere og selgere mer effektivt, noe som potensielt reduserer transaksjonskostnader og forbedrer pristransparens.
Globale kapasitetsendringer fortsetter å omforme konkurranselandskapet ettersom produksjonen flyttes til regioner med lavere kostnader eller nærhet til voksende markeder. Å forstå disse endringene hjelper kjøpere med å diversifisere forsyningskildene og håndtere risiko. Handelspolitikk inkludert tariffer, kvoter og handelsavtaler påvirker priser og tilgjengelighet betydelig, noe som gjør det viktig å overvåke reguleringsutviklingen i viktige produserende regioner.
Med høy anti-rust ytelse er de populære brukt i konstruks...
PPGI / PPGL COIL fullt navn er ferdigmalt galvanisert / g...
Havn: Zhejiang, Kina Fordeler med vår ferdigmalte galv...

ANVENDELSE AV PPGI Konstruksjon: Utenfor: Verksted, la...




