- nr. 8, zaolin road,
longxiang gate,
tongxiang,zhejiang, Kina - +86 573 89381086[email protected]
- NedlastingerPDF-brosjyrer
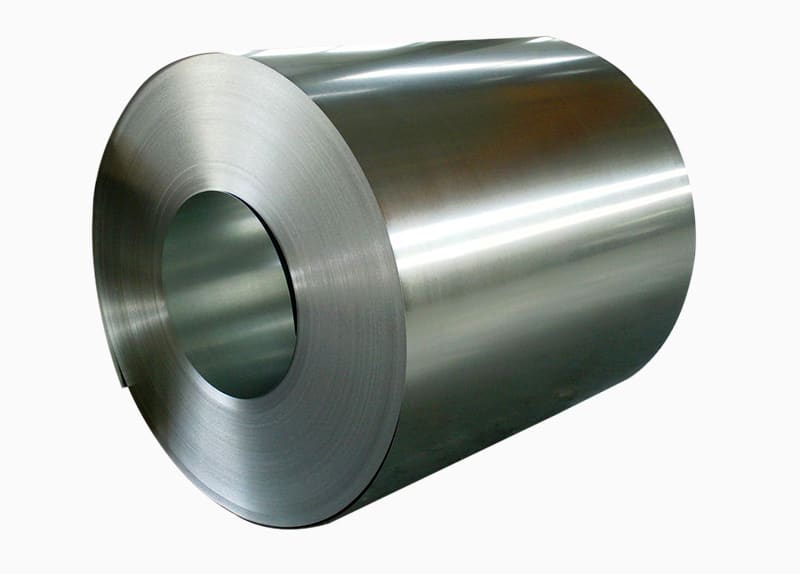
Reisen til en stålspiral begynner lenge før den kommer til en fabrikk eller byggeplass. Det starter med råvarer - jernmalm, kokskull og kalkstein - matet inn i en masovn hvor de smeltes til flytende råjern ved temperaturer som overstiger 2700 °F (1480 °C). Det smeltede jernet overføres deretter til en basisk oksygenovn (BOF) eller elektrisk lysbueovn (EAF), hvor urenheter fjernes og karboninnholdet justeres nøye for å produsere flytende stål med ønsket sammensetning.
Det flytende stålet støpes kontinuerlig til tykke plater - typisk 200 til 250 mm tykke og opptil 2 meter brede. Disse platene er utgangspunktet for alle flatvalsede stålprodukter, inkludert kveiler. Etter støping blir platene enten behandlet umiddelbart eller gjenoppvarmet i en plategjenoppvarmingsovn før de går inn i varmbåndfabrikken, det utstyret som er mest direkte ansvarlig for å produsere varmvalsede stålspiraler.
I den varme båndmøllen blir den gjenoppvarmede platen gradvis presset mellom en rekke rullende stativer, hver av dem reduserer tykkelsen mens båndet forlenges og øker hastigheten. Når stripen går ut av etterbehandlingsstativene, kan den kjøre med hastigheter på 80 km/t eller mer og har blitt redusert fra en 250 mm plate til en stripe så tynn som 1,5 mm. Strimmelen avkjøles deretter på et utløpsbord ved hjelp av kontrollerte vannsprayer før den vikles inn i en spole av en nedrulle. Rulletemperaturen styres nøye fordi den direkte påvirker mikrostrukturen og de mekaniske egenskapene til sluttproduktet.
Varmvalsede coils kan selges direkte for mange bruksområder, men for bruk som krever strengere toleranser, bedre overflatekvalitet eller høyere styrke, er det nødvendig med ytterligere bearbeiding. Den varmvalsede spolen blir først syltet - ført gjennom et bad med salt- eller svovelsyre - for å fjerne oksidbelegget fra overflaten. Dette gir en syltet og oljet (P&O) coil, som kan brukes direkte eller sendes videre til kaldvalsing.
I kaldvalseverket reduseres den syltede stripen ytterligere i tykkelse ved romtemperatur, typisk med 50–90 % av den innkommende tykkelsen. Dette forbedrer dramatisk flathet, overflatefinish og dimensjonal presisjon, samtidig som det øker flytestyrken gjennom arbeidsherding. Den kaldvalsede spolen blir deretter glødet - oppvarmet i en ovn med kontrollert atmosfære - for å gjenopprette duktiliteten som går tapt under kaldbearbeiding. Moderne kontinuerlige annealing linjer kan behandle spoler med høy hastighet, mens batch annealing (ved bruk av klokkeovner) brukes for produkter som krever et veldig mykt temperament.
Etter gløding går kaldvalsede spoler vanligvis gjennom en temperert valsing – en lett reduksjon på rundt 0,5–2 % – som eliminerer flytegrenseforlengelse (et fenomen som vil forårsake overflatemarkeringer kalt Lüders-linjer under formingen), og finjusterer overflatefinishen og flatheten til stripen. Spoler med flathetsdefekter kan også behandles gjennom en spenningsutjevningslinje, som strekker stripen for å fjerne bølger, spolesett eller armbrøst.
En stor andel av stålspoler som brukes over hele verden får et beskyttende eller dekorativt belegg før de når sluttbrukeren. Bestrykningslinjer er kontinuerlige, høyhastighetsoperasjoner der stålbåndet rengjøres, forbehandles, belegges og tørkes eller herdes i en enkelt passasje gjennom linjen. Typen belegg som påføres bestemmer korrosjonsmotstanden, formbarheten, malbarheten og overflateutseendet til sluttproduktet.
I en kontinuerlig varmgalvaniseringslinje rengjøres og glødes stålbåndet i en beskyttende atmosfære før det senkes ned i et bad med smeltet sink ved ca. 460°C. Når stripen kommer ut av sinkpotten, blåser luftkniver av overflødig sink for å kontrollere beleggtykkelsen. Sinkbeleggets vekt – uttrykt i gram per kvadratmeter (g/m²) – varierer fra Z60 (60 g/m²) for lette interiørapplikasjoner til Z275 (275 g/m²) for krevende utendørs eller strukturelle bruksområder. Sinken binder seg metallurgisk til ståloverflaten, og gir barrierebeskyttelse samt katodisk (offer)beskyttelse som hindrer rust i å spre seg selv om belegget er riper.
Coil coating er en av de mest effektive malingsprosessene i produksjon. Stålbåndet går gjennom en rekke kjemiske forbehandlingstrinn, påføring av primer og påføring av toppstrøk ved bruk av rullebeleggere, med herdeovner mellom hvert trinn. Hele prosessen skjer i en enkelt kontinuerlig passering med stripehastigheter på opptil 200 meter per minutt. Resultatet er en ferdigmalt stålspole med en svært konsistent, slitesterk finish som eliminerer behovet for maling etter fabrikasjon. Belegg inkluderer polyester, PVDF (polyvinylidenfluorid), SMP (silisiummodifisert polyester) og plastisol, som hver tilbyr forskjellige avveininger når det gjelder fleksibilitet, UV-bestandighet og kjemisk motstand.
Stålspoler er gradert i henhold til nasjonale og internasjonale standarder som definerer akseptabel kjemisk sammensetning, mekaniske egenskaper, dimensjonstoleranser og overflatekvalitet. De viktigste standardsystemene du vil møte er:
| Standard system | Opprinnelse | Vanlige karaktereksempler | Typisk bruk |
| JIS (japansk industristandard) | Japan | SPCC, SPCD, SGCC, SGHC | Bil, hvitevarer, konstruksjon |
| EN (europeisk norm) | Europa | DC01, DC04, DX51D, S355 | Generelle forming, strukturelle, belagte produkter |
| ASTM (American Society for Testing and Materials) | USA | A1008, A1011, A653, A36 | Bygg, industri, galvaniserte produkter |
| GB (Guojia Biaozhun) | Kina | Q235, Q345, ST12, ST14 | Strukturell, kaldforming, tegning |
Mange av disse karakterbetegnelsene er i hovedsak likeverdige når det gjelder materialytelse, selv om navnekonvensjonene er forskjellige. For eksempel er JIS SPCC, EN DC01 og ASTM A1008 CS Type B alle kaldvalsede stål av standard kommersiell kvalitet med stort sett like egenskaper. Når du arbeider på tvers av internasjonale forsyningskjeder, be alltid om kryssreferansedokumentasjon eller få metallurgen din til å bekrefte ekvivalens før du erstatter karakterer.

Stålspiraler er ryggraden i moderne produksjon. Den rene allsidigheten til flatvalset stål - i dens forskjellige former, kvaliteter og belegg - betyr at det dukker opp i praktisk talt alle sektorer av økonomien. Her er en titt på de viktigste bruksområdene:
Bilindustrien er en av de største forbrukerne av stålspoler over hele verden. Kaldvalsede og galvaniserte spoler er stemplet inn i karosseripaneler, dørskinn, panser, fendere og strukturelle forsterkninger. Høystyrke og ultra-høystyrke stålspoler (UHSS) – med flytegrenser på over 600 MPa – brukes i økende grad i sikkerhetskritiske deler som B-stolper, dørbjelker og støtfangerforsterkninger, der de absorberer kollisjonsenergi samtidig som bilprodusentene kan redusere vekten og oppfylle målene for drivstofføkonomi.
Ferdigmalte og galvaniserte stålspiraler rulleformes til takpaneler, veggkledning, riller, stålrammestendere og beslag. Varmvalsede konstruksjonsspoler spaltes og formes til hule seksjoner, vinkler og kanaler som brukes i stålrammebygninger, varehus og industrielle strukturer. Byggesektorens etterspørsel etter belagte spoler er sterkt drevet av behovet for langvarige bygningskonvolutter med lite vedlikehold under alle klimaforhold.
Vaskemaskintromler, kjøleskapsskap, ovnsforinger og klimaanlegg er alle laget av kaldvalsede eller ferdigmalte stålspoler. Apparatindustrien krever jevn overflatekvalitet og tette tykkelsestoleranser for å sikre at paneler kan formes, sveises og males uten defekter. Fingeravtrykksbestandige belagte stålspoler – med en spesiell overflatebehandling som minimerer synlige fingermerker – har blitt stadig mer populært for førsteklasses apparatfinish.
Tinnplate - kaldvalset stål belagt med et veldig tynt lag tinn - er et av de originale belagte stålproduktene og forblir uunnværlig for mat- og drikkebokser, aerosolbeholdere og malingsbokser. Stålet som brukes må være ekstremt tynt (så lavt som 0,1 mm), veldig flatt og fritt for overflatedefekter for å dannes ved de høye hastighetene til moderne boksfremstillingslinjer. Tinnfritt stål (TFS), belagt med kromoksid i stedet for tinn, er også mye brukt som et kostnadseffektivt alternativ i non-food emballasje.
Stålspiraler spiller en økende rolle i energisektoren. Elektriske stålspoler - silisiumlegerte kaldvalsede bånd med nøye kontrollerte magnetiske egenskaper - er stanset inn i lamineringer for elektriske motorkjerner og transformatorkjerner. Etter hvert som elektriske kjøretøy og installasjoner for fornybar energi vokser i antall, øker etterspørselen etter høyeffektive elektriske stålspoler. Solcellepanelmonteringssystemer, vindtårnseksjoner og rørledningsstål er også produsert av flatvalsede spoleprodukter.
Selv fra anerkjente fabrikker kan stålspiraler bære defekter - noen arvet fra stålfremstillingsprosessen, andre introdusert under valsing, belegging eller kveiling. Å gjenkjenne disse defektene hjelper deg med å avgjøre om materialet er egnet for bruk, må nedgraderes eller må avvises. De vanligste defekttypene inkluderer:
Med høy anti-rust ytelse er de populære brukt i konstruks...
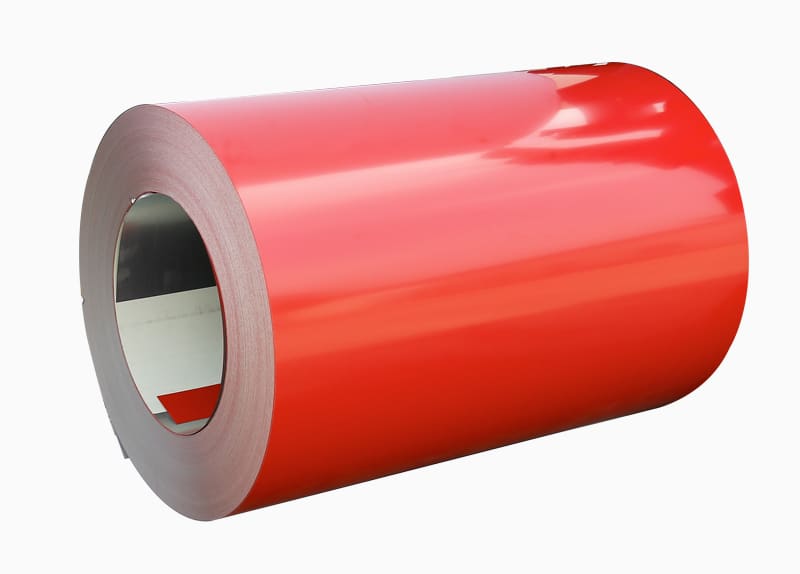
PPGI / PPGL COIL fullt navn er ferdigmalt galvanisert / g...
Havn: Zhejiang, Kina Fordeler med vår ferdigmalte galv...

ANVENDELSE AV PPGI Konstruksjon: Utenfor: Verksted, la...




