Summary: Etter at beleggingsprosessen for fargestålspole er fullført, overføres spenningen fra strammeren til utgangsseksjo...
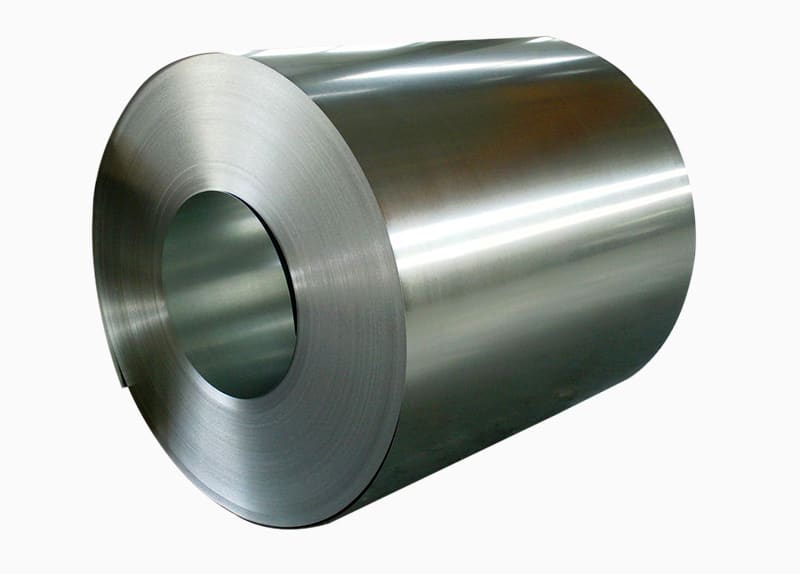
Etter at beleggingsprosessen for fargestålspole er fullført, overføres spenningen fra strammeren til utgangsseksjonen. Lagerenheten er tom under normal drift av produksjonslinjen. Når utgangsseksjonen er stoppet og losset, vil lagerenheten fortsette å male fra valsen. De fargede stålspolene fra prosessdelen lagres igjen.
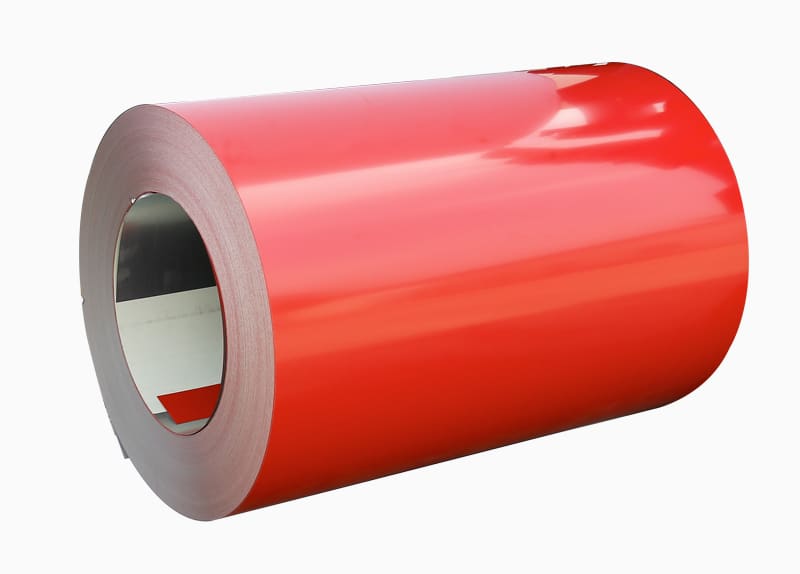
Etter at neste rull begynner å spole tilbake, øker utgangsseksjonen og trekker ut løkkeren. Eksportlagringsenheten passerer til styreruller for riktig lagring og lagringsenhet, og gir etterspenning for utvikling. Spolen passerer gjennom pallen, rullen og palleklypen for å nå klippemaskinen. På stedet kuttes leddet til spolen, og styrerullen går inn i spolen for å spille tilbake.
Mellom viklingen og klemmen er en fotoelektrisk kantkontrollanordning. Sensoren kan detektere kanten på spolen, det vil si sende et signal til opprulleren om å få sjakten til å følge med for å sikre at fargestålspolen ruller opp.
Når viklingsmaskinen når ønsket diameter, stopper viklingsmaskinen, kutter spolene, og matevognen heves, holder spolene, hovedakselen til viklingsmaskinen utvider seg og krymper, og matevognen transporterer stålspolene for bunting . Og veiing.
Hodet til den neste spolen sendes til spolen, og spolen akselererer inntil spolen i spolen er ferdig. På denne måten kjører utgangsseksjonen med samme hastighet som den totale produksjonslinjen.